I would like here to outline how I make jacks at the moment. Jack making is an ongoing learning process, but I have arrived at what seems to me to be a good design and changes are now very small if at all.
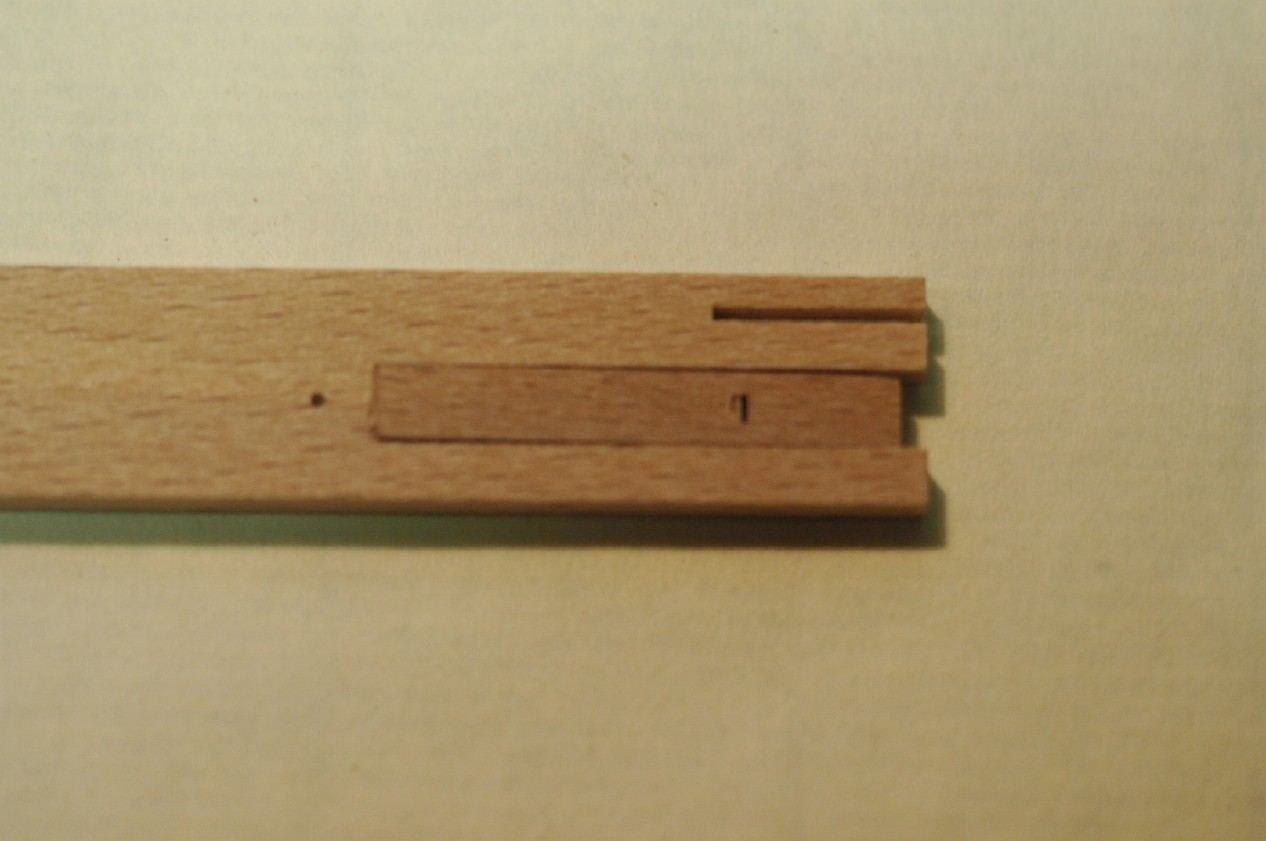
I use beech for the bodies. Having used walnut, maple and service, I have decided that beech suits me best. In the past, I used holly and hormbeam for the tongues, but now I also use beech for these. My present jack looks like this:
Looks very conventional and it is. It owes very much to Albert Delin.
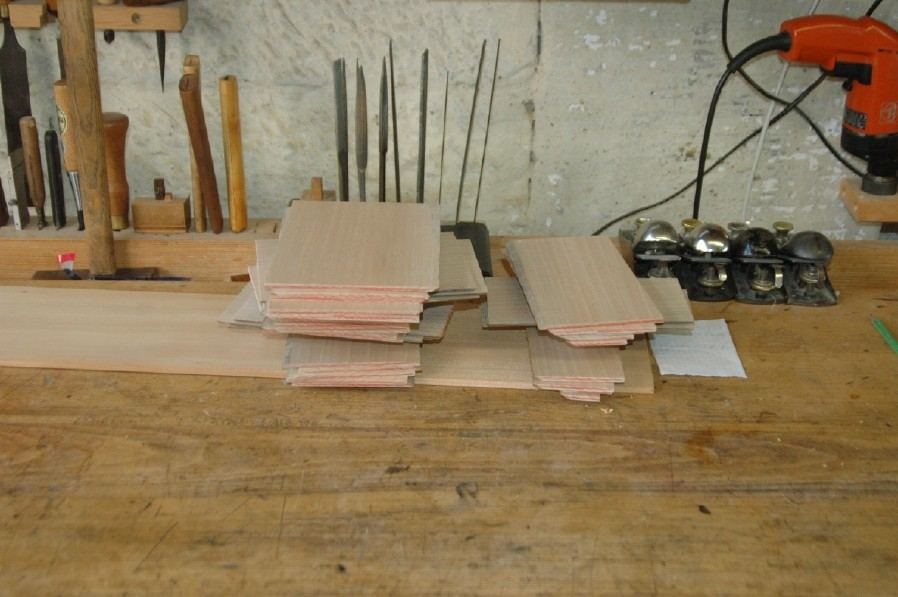
I begin by roughing 5-6mm beech veneers at the bandsaw. These are slatted and left to cure for as long as possible - several years sometimes. When the time comes, the veneers are thicknessed with the planer.

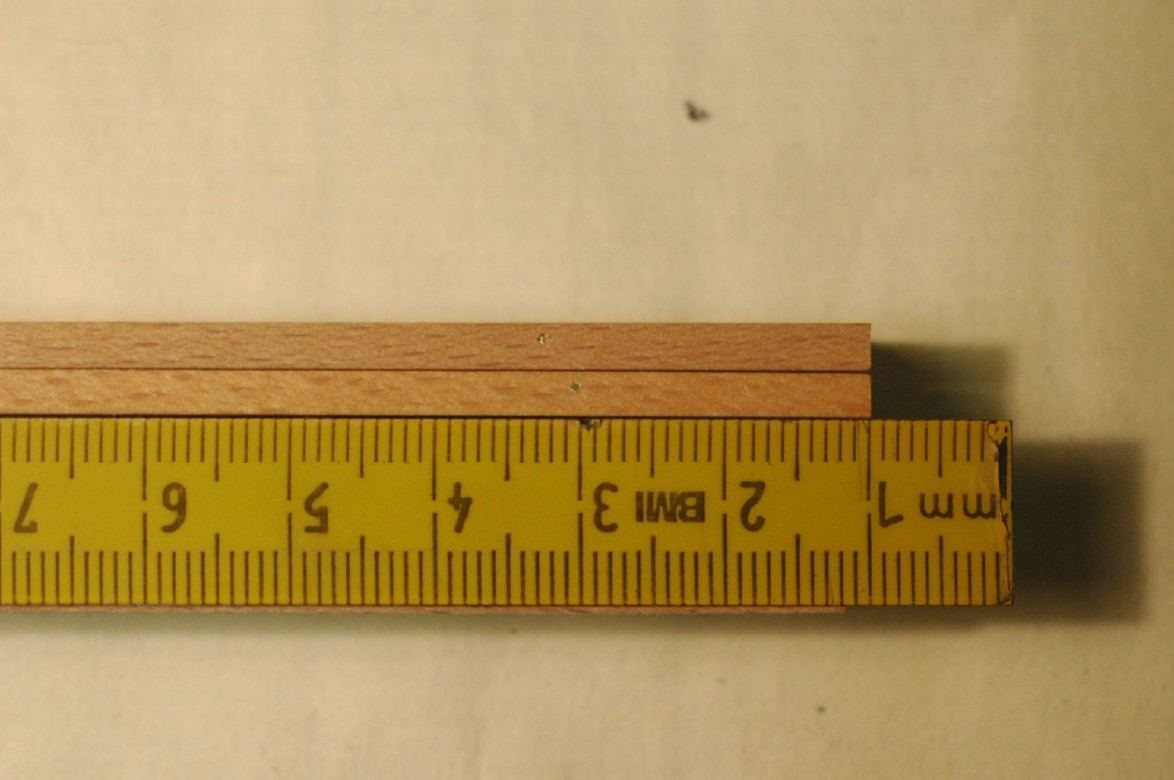
That done, blanks as long as the jacks need to be are squared off with the table saw. These blanks are then planed on one end across the endgrain, squaring them exactly where necessary and leaving a clean surface without saw marks to catch.

The unplaned end is marked with a red pencil to avoid confusion.
Then the bodies are cut from these offcuts using a 2mm milling machine saw with no set. The blanks are left slightly wider and planed by hand to width using that shooting board again. The blanks are slightly tapered towards the bottom in the process.
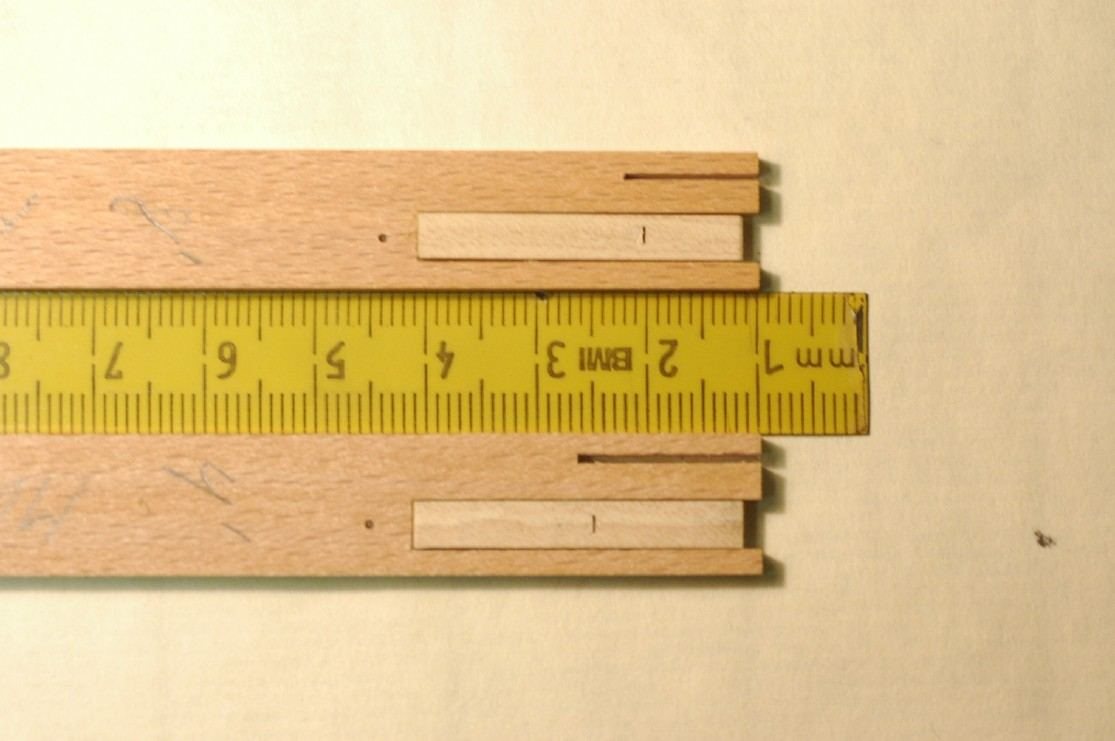
When this is done, the slot for the tongue is cut, again with a milling machine saw, form "C" 4.5mm thick.

Then the damper slot is cut on the band saw, using a blade specially prepared for the thin kerf necessary.

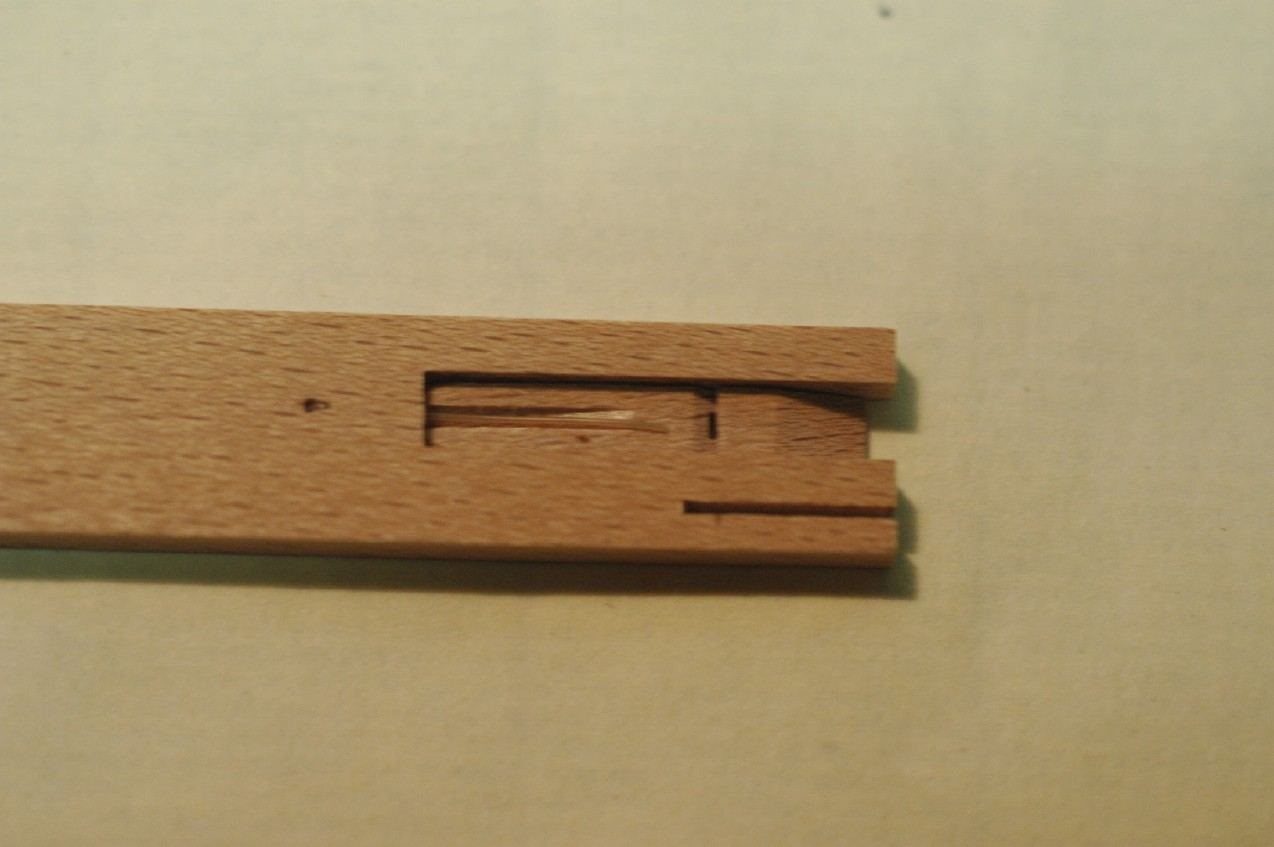
The bristle holes are drilled using a jig with steel guide for the .6mm drill which is lengthened with a watchmaker's handchuck . The steel guide is also the stop for the jack and fits closely in the slot.

The reverse hole is done by eye on that flatter incline that can be seen here with a .8mm micro precision drill separately where the .6mm hole emerges.
With that, the blanks are ready to be fitted into the guides. This is done with my trusty low knob Bailey #4 with 5/32" Hock blade.
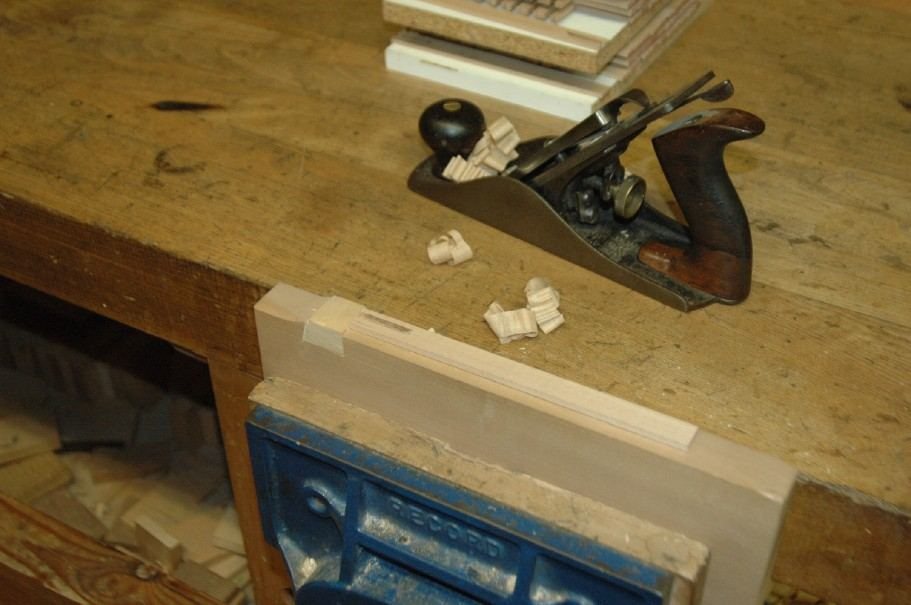
I have found that fitting the body to the untampered guide works best - and is easiest if you make your own jacks. I use both box guides and separate upper and lower. Both types are cut from the side with an appropriate dado saw, either a 3.5mm tungsten carbide tipped blade or a 4mm or a 4.5mm milling machine blade like those already named, and glued shut. I generally make jacks 4mm thick and ±14mm wide. Ladder guides are cut twice to give the relieving angle underneath, the second cut with a thinner blade; the first cut makes the exact slot. Both types have a 1.5mm recess for the tongue at the front of the jack. This is done by hand again with a chisel after marking with a special marking gauge with two cutters. This clearance for the tongue restricts tongue movement and eliminates the need for a staple or thread in extreme situations. Neither staple nor thread should be necessary if the design parameters, axle and bristle placement, are correct..

Here are box guides in a 3x8' south German.
Once the blanks are fitted and numbered, the tongues can installed. These are the only parts that I make in any quantity. After planing stock to 2.5mm thickness, crossgrain strips are cut to tongue length. The bevels at both ends are cut at the table saw, as is the small angled kerf for the quill. I have a special saw for this. In similar manner to the bodies, the tongues are then sliced from these strips, again using a milling machine saw blade, this time 1.2mm thick. the tongues are cut to ±4.2mm Ĺ 4mm. With the same sawblade, the kerf for the bristle is also cut. I personally find a flat-bottomed kerf preferable because bristle placement is not so critical; the tongues are not forced against the side of the slot when the bristle is slightly off. The tongues are then punched, either 2 x .5 for Delrin™ or higher and arced for quill.

I make different tongues for 4' jacks. Jack bodies remain the same; there is no overlength
Of course the 4' axles are also placed lower.
The jack bodies and tongues are drilled at the same time using a jig with a steel drill bit guide and .7mm twist drill. Small tine and tongue are drilled through, the wide tine is only slightly drilled. The .6mm brass music wire axle is nailed into the wide tine; it does not go through. I have been using this jig for almost 20 years now with only slight modification.
Apart from the guide plate, the jig has a spring forcing the tongue to the base of the slot, an adjustment screw for axle height and another screw for tongue tilt.
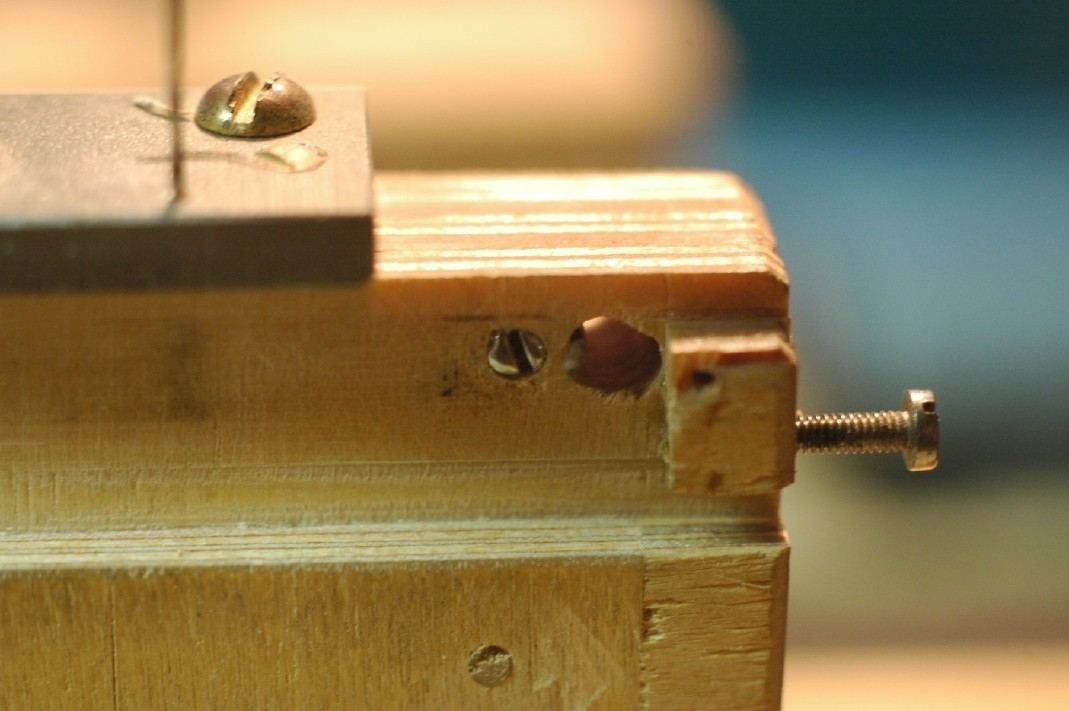
Here, the axle height screw is turned out completely for the 4' axle height.
Drilling an 8' jack for the 3x8' German shown above.

When this is done, the holes are cleaned and the jack assembled. Rose English Brass .6mm wire is used as axle. Of course, any spring hard brass wire will do.
The ± .4mm PEEK bristle is put in last.
The jack is finished
NB. I make jacks myself because 1) the ones I can buy do not suit me. i.e. are not good enough musically, and 2) it is cheaper for me to do so. I have refined my worksteps and own ability to such a point that, fitted and playing, my jacks are not more expensive than quality jacks such as those from Adam Swainson.
William Jurgenson
Keyboard Instrument Maker
Lauffen am Neckar
2005